

La spécification de la bonne solution d'ombrage pour un projet commercial va au-delà du choix d'une taille standard dans un catalogue. Lorsque les conceptions exigent des dimensions uniques, des formes personnalisées ou une intégration à l'architecture existante, les produits du commerce ne suffisent pas, créant des lacunes dans la couverture et compromettant la vision du projet.
Cet article présente les principaux aspects techniques du dimensionnement sur mesure et de l'aménagement de l'espace. Nous verrons comment la découpe laser de tubes de haute précision permet d'obtenir des tolérances de ±0,1 mm pour des ajustements parfaits et nous explorerons des lignes directrices pratiques telles que la “règle des deux pieds” pour un ombrage optimal de la salle à manger. Nous discuterons également de l'ingénierie qui sous-tend les structures à grande échelle et du support CAO disponible pour aider les architectes à valider les dispositions et les dégagements.
Sur mesure ou standard : Flexibilité de l'usine dans la découpe des tubes
Les usines font preuve de flexibilité en utilisant la découpe laser de tubes de haute précision pour les composants de longueur personnalisée, en contournant les contraintes du stock prédécoupé standard. Cela permet d'obtenir des géométries complexes et des tolérances serrées (généralement de ±0,1 mm à ±0,3 mm), ce qui permet de réaliser des conceptions uniques, sur mesure, impossibles à réaliser avec les méthodes traditionnelles de sciage ou de perçage.
| Spécification | Capacité de découpe au laser | Limites de la méthode traditionnelle |
|---|---|---|
| Tolérance dimensionnelle | ±0,1 mm à ±0,3 mm | Moins précis ; dépend de l'état de la lame et du réglage manuel |
| Complexité géométrique | Haut (coupes, copes, fentes, trous intégrés) | Nécessite de multiples opérations secondaires (forage, fraisage) |
| Manutention | Tubes bruts jusqu'à 12 mètres ; diamètres jusqu'à 9 pouces | Limité par la longueur des pièces prédécoupées et la capacité de la scie |
Méthodes de production : Préfabriqué et coupe sur mesure
La fabrication standard repose souvent sur des tubes préfabriqués coupés à des longueurs courantes. Cette approche limite les dimensions du cadre et nécessite généralement des processus secondaires tels que le perçage ou le fraisage pour ajouter des points de connexion. En revanche, la découpe laser personnalisée travaille directement à partir de tubes bruts, qui peuvent mesurer jusqu'à 12 mètres de long. Cette méthode offre une liberté de conception totale, permettant de découper n'importe quelle longueur ou géométrie complexe en une seule opération. Le processus minimise les pertes de matériaux et rationalise la production en supprimant les étapes supplémentaires, ce qui le rend efficace aussi bien pour les dimensions personnalisées simples que pour les conceptions complexes réalisées à l'aide de la CAO.
Tolérances techniques et capacités des matériaux
Les découpeuses laser modernes pour tubes permettent d'obtenir des tolérances dimensionnelles comprises entre ±0,1 mm et ±0,3 mm, ce qui représente une amélioration significative par rapport au sciage traditionnel. Cette technologie permet de traiter une large gamme de matériaux et de diamètres de tubes, allant de moins d'un pouce à plus de neuf pouces. Les systèmes avancés utilisent des palpeurs pour mesurer la surface du tube, en compensant automatiquement les imperfections du matériau telles que la courbure ou la flexion. Cela garantit une grande précision de positionnement de ≤0,03 mm. Le laser crée une coupe très nette avec un trait de scie minimal (la largeur du matériau enlevé) de seulement 0,2 mm à 0,5 mm, ce qui préserve la qualité de l'acier. intégrité des matériaux et la production de pièces prêtes à être assemblées.
La “règle des deux pieds” : Dimensionnement des parapluies pour les tables de salle à manger
Le “Règle des deux pieds” est une directive qui stipule qu'un auvent de parasol doit dépasser d'au moins 2 pieds le bord de la table de tous les côtés. Cela signifie que le parapluie Le diamètre doit être d'environ 4 pieds plus large que la table afin d'ombrager complètement les invités assis.
Principe de base : Assurer un débordement de 2 pieds de tous les côtés
Le principe de base pour le dimensionnement d'une salle à manger parapluie est de s'assurer que l'auvent dépasse le bord de la table d'au moins deux pieds de chaque côté. Ce dépassement tient compte de l'espace occupé par les chaises, ce qui permet de s'assurer que toute personne assise à la table reste complètement à l'abri. à l'ombre du soleil. En suivant cette règle, le diamètre idéal d'un parapluie sera d'environ un mètre de plus que le diamètre ou la largeur de votre table, offrant ainsi une couverture optimale à tout le monde.
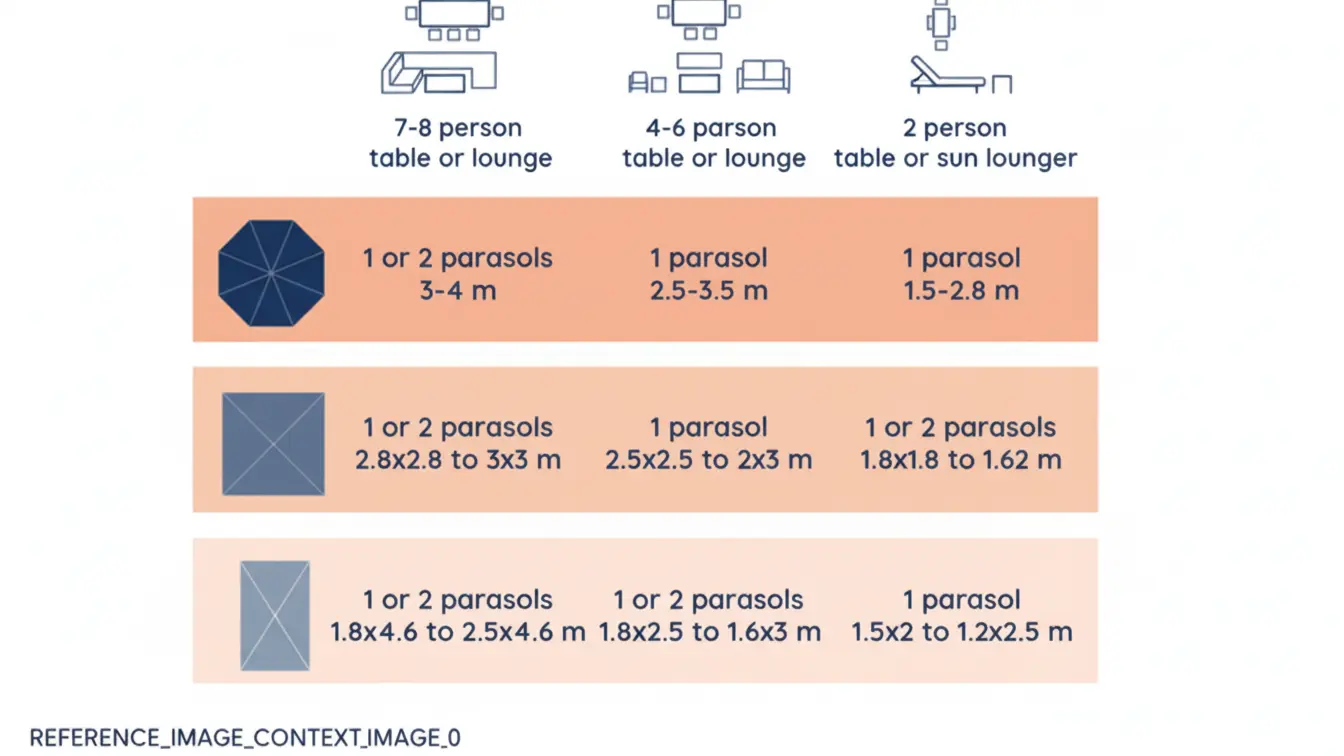
Diamètre du parapluie adapté à la taille de la table
Pour les petites tables de 30 à 36 pouces, un parapluie d'un diamètre de 6 à 8 pieds convient généralement. Les tables moyennes conçues pour quatre à six personnes (38 à 48 pouces) doivent être accompagnées d'un parasol de 9 à 11 pieds. Les grandes tables de 54 à 60 pouces nécessitent un parapluie de 11 pieds ou plus. parapluie pour fournir un ombrage adéquat pour tous les invités.
Le poids de la base doit être adapté à la taille de l'auvent afin d'en assurer la stabilité. Une voile de 8 à 9 pieds besoins en matière de parapluies une base pesant au moins 50 livres. Pour un modèle plus grand de 11 pieds, vous devez utiliser une base pesant au moins 75 livres pour éviter qu'il ne bascule.
Géants de l'ingénierie : Profils renforcés pour les structures de plus de 13 pieds
Pour les structures de plus de 13 pieds, les profils renforcés utilisent de l'acier ou des polymères renforcés de fibres (PRF) pour gérer les contraintes de traction élevées et prévenir les fissures. Les principales spécifications comprennent une teneur minimale en acier de 0,7% dans le béton, des limites de largeur de fissure inférieures à 0,02 pouce, et des PRF de haute performance avec des facteurs de sécurité structurelle allant de 2,5 à 6,0.
Principes de renforcement du noyau pour les grandes portées
Les structures d'une portée supérieure à 4 mètres (13 pieds) nécessitent un renforcement spécialisé pour faire face aux contraintes de traction et aux charges de flexion élevées. L'un des principaux objectifs est de contrôler la largeur des fissures, en la maintenant à 0,02 pouce ou moins, afin d'assurer un transfert de charge efficace et de protéger l'acier interne de la corrosion. Ces profils améliorent également la durabilité contre les facteurs environnementaux ; les matériaux tels que le polymère renforcé de fibres pultrudé sont particulièrement efficaces dans les zones corrosives ou sismiques.
Spécifications des matériaux et mesures de performance
Des normes spécifiques pour les matériaux sont essentielles pour la performance. Le béton armé exige une teneur longitudinale en acier de 0,7% à 0,85% de la section transversale, avec une couverture de béton minimale de 3,5 pouces (89 mm) pour prévenir la corrosion. Pour les profils FRP pultrudés, les spécifications imposent un volume minimum de fibres de 30% et un indice de propagation de la flamme de 25 ou moins selon la norme ASTM E-84. Les facteurs de sécurité structurelle varient selon l'application, de 2,5 pour les bâtiments à 6,0 pour les infrastructures critiques, afin de tenir compte des différentes conditions de charge et d'environnement.
Source : Parapluies commerciaux personnalisés directement de l'usine

Pour les architectes : Fournir des blocs CAO (DWG) et des modèles 3D
Nous fournissons aux architectes une gamme de fichiers numériques standardisés pour simplifier la planification de l'espace. Il s'agit notamment de blocs 2D DWG pour les plans et de modèles 3D dans des formats tels que Revit (RVT) et SketchUp (SKP), tous créés à un faible niveau de détail (LOD 100-200) pour une performance légère dans les premières phases de conception.
Modèles pour la planification de l'espace et la validation de l'agencement
Nos objets CAO et BIM sont conçus comme des unités reproductibles, parfaites pour tester les mesures de pieds carrés assignables (ASF) dans vos plans d'étage. Les modèles utilisent une géométrie légère de planification de l'espace qui est optimisée pour la programmation de la phase initiale et les ajustements de test. Cela vous permet de valider efficacement les aménagements par rapport à un programme d'exigences (POR) en utilisant des actifs dont les dimensions globales sont précises.
Formats de fichiers pris en charge et normes industrielles
Pour garantir une intégration transparente dans votre flux de travail, nos ressources numériques respectent les normes industrielles communes et sont disponibles dans plusieurs formats. Cette approche garantit la compatibilité avec les principaux logiciels d'architecture et les lignes directrices des projets institutionnels. Le tableau ci-dessous résume les principaux formats et spécifications techniques que nous prenons en charge.
| Type d'actif | Formats pris en charge | Spécifications techniques |
|---|---|---|
| Blocs CAO 2D | DWG, DXF | Géométrie propre conforme aux directives de l'AIA CAD Layer Guidelines ou NCS v6. |
| Modèles 3D et BIM | RVT (Revit), SKP (SketchUp), IFC | Construit selon un niveau de détail (LOD) de 100 à 200 pour une performance efficace. |
| Données BIM intégrées | Paramètres intégrés | Inclut des données essentielles telles que le nom, la superficie et la géométrie des limites de la pièce. |
Moules de forme : Fabrication de carrés, de rectangles et d'octogones
La fabrication de moules pour des profils carrés, rectangulaires ou octogonaux implique la personnalisation d'inserts en acier dans des bases de moules standard, comme la série A de DME. Les facteurs clés garantissant la qualité sont la nuance d'acier (P20, H13, S7), la dureté (jusqu'à 58 HRC) et le respect des classifications de moules SPI pour une fiabilité de production à long terme.
Utilisation de bases de moules standard pour des formes personnalisées
La construction d'un moule pour un profil non circulaire comme un carré, un rectangle ou un octogone ne signifie pas qu'il faille partir de zéro. Les fabricants commencent par une base de moule standard, telle que la série A de DME. Ils conçoivent ensuite des cavités et des noyaux personnalisés avec la géométrie requise et les intègrent dans ce cadre standard. Cette approche permet de s'assurer que le moule est conforme aux spécifications de l'usine, y compris les modèles de découpe standard de la Society of the Plastics Industry (SPI) pour une intégration transparente avec les presses de production.
Sélection et dureté de l'acier pour la longévité des moules
La longévité d'un moule de production dépend fortement du choix des matériaux utilisés pour ses composants principaux. Les cavités et les noyaux soumis à une forte usure sont généralement usinés dans des aciers à outils trempés tels que H13, S7 ou 420 inoxydable, qui sont traités thermiquement pour atteindre une dureté de 48 à 58 HRC. Pour éviter le grippage et l'usure prématurée des composants coulissants, les ingénieurs maintiennent une différence de dureté de 4 à 7 Rockwell C entre les pièces mobiles. Pour les séries exigeantes, produites à des millions d'exemplaires (SPI Class 101), les noyaux complexes peuvent également recevoir un traitement au nitrure qui durcit la surface de 0,005 à 0,007 pouce par côté, ce qui augmente considérablement la durabilité.

Planification du dégagement : Prise en compte des arcs d'inclinaison et de rotation
Planification dégagement pour un parapluie Cela signifie qu'il faut tenir compte de l'ensemble de ses mouvements en 3D. L'arc créé lorsque la voilure s'incline et pivote définit l'empreinte opérationnelle réelle, qui est plus grande que son simple diamètre ouvert. Cette empreinte est plus grande que son simple diamètre ouvert. assure le parapluie ne heurte pas les murs, les balustrades ou les avant-toits pendant le réglage.
Définir l'enveloppe du mouvement : Plus qu'un simple diamètre
Les mécanismes d'inclinaison modifient l'orientation du parapluie. La portée verticale et horizontale, l'abaissement d'un côté de la canopée et l'extension de son profil.
Les dispositifs de rotation balaient l'ensemble de la voilure dans une trajectoire circulaire autour du mât, ce qui nécessite un rayon libre de tout obstacle tel que des murs, des colonnes ou d'autres meubles.
Les arcs d'inclinaison et de rotation combinés créent une ‘enveloppe de mouvement’ complète qui doit être dégagée pour éviter les dommages et garantir un fonctionnement sûr.

Calcul des besoins en espace pour les mouvements clés
Spécifiez la plage d'inclinaison, qui peut aller de -5° à +7°, pour déterminer le déplacement vertical et horizontal maximal du bord de l'auvent.
Confirmer la le centre de rotation et le décalage de la voilure pour cartographier la trajectoire précise qu'il suit, en particulier dans les modèles à rotation de 360 degrés.
Utilisez les dessins fournis par le fabricant pour simuler ces arcs et vérifiez le dégagement par rapport aux éléments architecturaux avant de finaliser l'emplacement.
Calculs de la charge du vent : Bases techniques pour les grandes dimensions
Les calculs de la charge du vent pour les grandes structures reposent sur l'ingénierie des normes telles que la norme ASCE 7-16. Ce processus analyse la vitesse du vent, la hauteur de la structure et les coefficients de pression afin de déterminer les forces exercées sur le cadre principal (MWFRS) et ses surfaces (C&C), ce qui garantit la stabilité dans des conditions de vent fort.
Application des normes ASCE 7 pour l'intégrité structurelle
Tous les calculs sont basés sur la norme ASCE 7-16, la principale ligne directrice pour calculer les charges de vent sur les bâtiments et autres structures. L'analyse comprend des facteurs clés tels que la vitesse de base du vent pour un lieu spécifique, par exemple 170 mph pour les zones à haut risque, ainsi que la hauteur de la structure et la catégorie de risque qui lui a été attribuée (I-IV). Elle tient également compte du terrain et des conditions d'exposition pour déterminer la pression de la vitesse (qh) à la hauteur moyenne de la structure, une valeur critique utilisée dans les formules de charge.
Calcul de la pression sur les cadres principaux et les composants
La méthode d'ingénierie sépare les calculs pour le système principal de résistance à la force du vent (MWFRS), qui traite de la stabilité globale, de ceux pour les composants et le revêtement (C&C), qui traitent des pressions superficielles localisées. Pour les structures de moins de 60 pieds de haut, les charges C&C sont déterminées à l'aide de formules spécifiques telles que P = qh [(GCp) - (GCpi)]. Les ingénieurs utilisent généralement un facteur d'effet de rafale standard (G) de 0,85 pour les structures rigides et appliquent une charge de vent de conception minimale de 10 livres par pied carré (psf) au MWFRS en tant que mesure de sécurité.
Conclusion
La création d'une solution d'ombrage appropriée va bien au-delà du choix d'une couleur. taille standard à partir d'un catalogue. Le succès dépend de la compréhension des détails techniques, de la précision des composants découpés au laser à l'ingénierie qui sous-tend les calculs de la charge du vent. Qu'il s'agisse de choisir le bon diamètre de parapluie avec la “règle des deux pieds” ou de fournir aux architectes des modèles CAO précis, chaque étape consiste à adapter le produit aux besoins spécifiques du projet. Cette intégration du sur-mesure la fabrication et l'assistance technique garantissent la structure finale est non seulement fonctionnel mais aussi parfaitement adapté à son environnement.
En fin de compte, cette approche détaillée de la conception et de la fabrication comble le fossé entre la vision d'un architecte et une réalité structurellement solide. La fourniture de fichiers CAO détaillés, la prise en compte des arcs de dégagement et l'ingénierie des profils renforcés pour les grandes portées ne sont pas de simples services supplémentaires ; ce sont des éléments essentiels à la réussite d'un projet. Ce processus garantit que chaque élément s'adapte, fonctionne correctement et résiste aux exigences de l'environnement, ce qui permet de réaliser une installation finale fiable et bien exécutée.
Foire aux questions
Pouvez-vous fabriquer des tailles personnalisées qui ne figurent pas dans votre catalogue ?
Oui, nous pouvons produire des tubes sur mesure au-delà des normes du catalogue. Les gammes courantes comprennent des diamètres extérieurs de 0,125″ à 6,000″, des épaisseurs de paroi de 0,030″ à 0,500″ et des longueurs personnalisées, toutes régies par les tolérances des normes ASTM A513 et A519.
Fournissez-vous des blocs CAO ou des modèles 3D aux architectes ?
Oui, la fourniture de blocs CAO téléchargeables (2D DWG/DXF) et de modèles 3D (par exemple, Revit, SketchUp, STEP/IGES) est un service standard pour les architectes. Ces fichiers sont généralement proposés gratuitement dans plusieurs formats pour s'intégrer directement dans les logiciels de conception courants.
Quel est le plus grand parapluie commercial que vous pouvez fabriquer ?
Spécialisé Les fabricants produisent des produits commerciaux géants. des parapluies d'un diamètre allant jusqu'à 30 mètres (environ 98 pieds), conçus pour des charges de vent élevées et des projets architecturaux spécifiques. D'autres options robustes pour l'ombrage commercial peuvent atteindre 20 pieds de diamètre.
Comment puis-je m'assurer que le parapluie ne heurtera pas les invités lors de la fermeture ?
Garder les invités à une distance d'au moins 3 à 5 pieds loin du parapluie lors de la fermeture. La capote et les baleines se replient rapidement grâce à un mécanisme à ressort. Après avoir appuyé sur le bouton pour plier les baleines, poussez manuellement les extrémités supérieure et inférieure jusqu'à ce que vous entendiez un “clic” pour confirmer le verrouillage, en veillant à ce que personne ne se trouve dans la trajectoire des pièces mobiles.




